
Chemicals
Bulk material handling technology for the chemical industry – designed for reliable process operation, low emissions and demanding material flows
Solutions for demanding process requirements
Reactive materials, hygroscopic powders, aggressive additives and explosive dusts place high demands on equipment, safety and system integration in the chemical industry. Conveying systems must enable precise dosing, low-dust operation and reliable integration into sensitive process environments.
DI MATTEO supplies system technology designed for these requirements: compact, low-emission and service-friendly, configured according to the specific material properties and operating conditions.
Technology designed for integration into existing plants
Whether as an extension of existing plants or as the basis for new installations, the systems can be configured according to available space, production processes and safety requirements.
The systems are developed for demanding operating conditions and support robust, precise and reliable process operation throughout the installation.
Benefits
- Certified quality – Made in Germany: Manufactured in accordance with ISO 9001:2015, designed for robust operation and long service life.
- Individually engineered – precisely aligned with your requirements: Technology tailored to material properties, process conditions and available space.
- Proven in practice and continuously refined: Decades of experience combined with ongoing optimisation of our solutions.
- Safe operation from the outset: Integrated safety concepts support occupational safety in daily use.
- Complete systems from a single source: From individual machines to turnkey installations – delivered on schedule and ready for operation.
ATEX compliant
For applications in hazardous areas, our equipment is available in compliance with ATEX Directive 2014/34/EU, ensuring safe and reliable operation in explosion-risk environments.
Temperature resistance
Our machines are engineered to match your specific requirements and operating environments, covering a wide range of operating temperatures – from extremely low to very high temperature conditions.
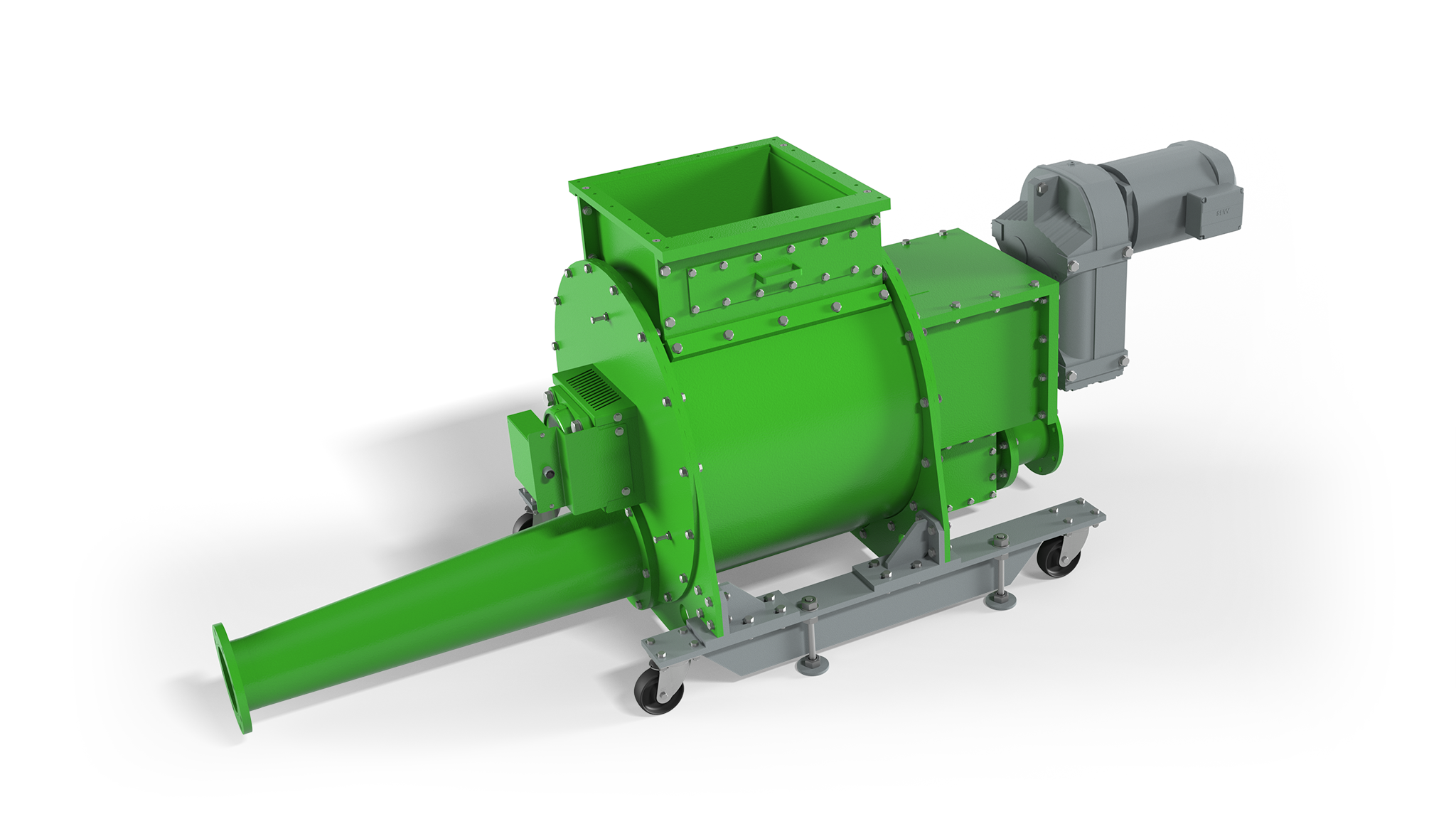

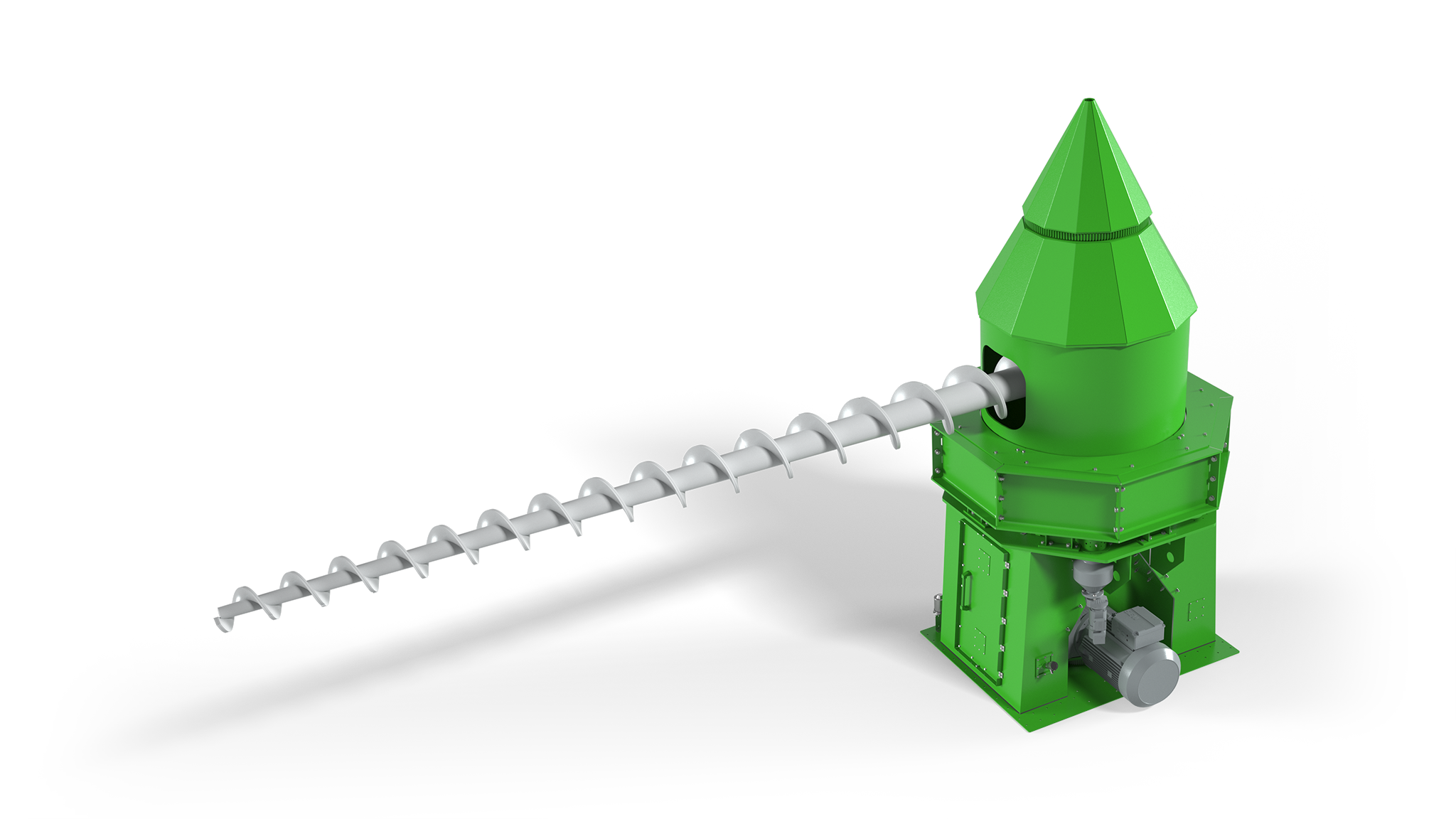

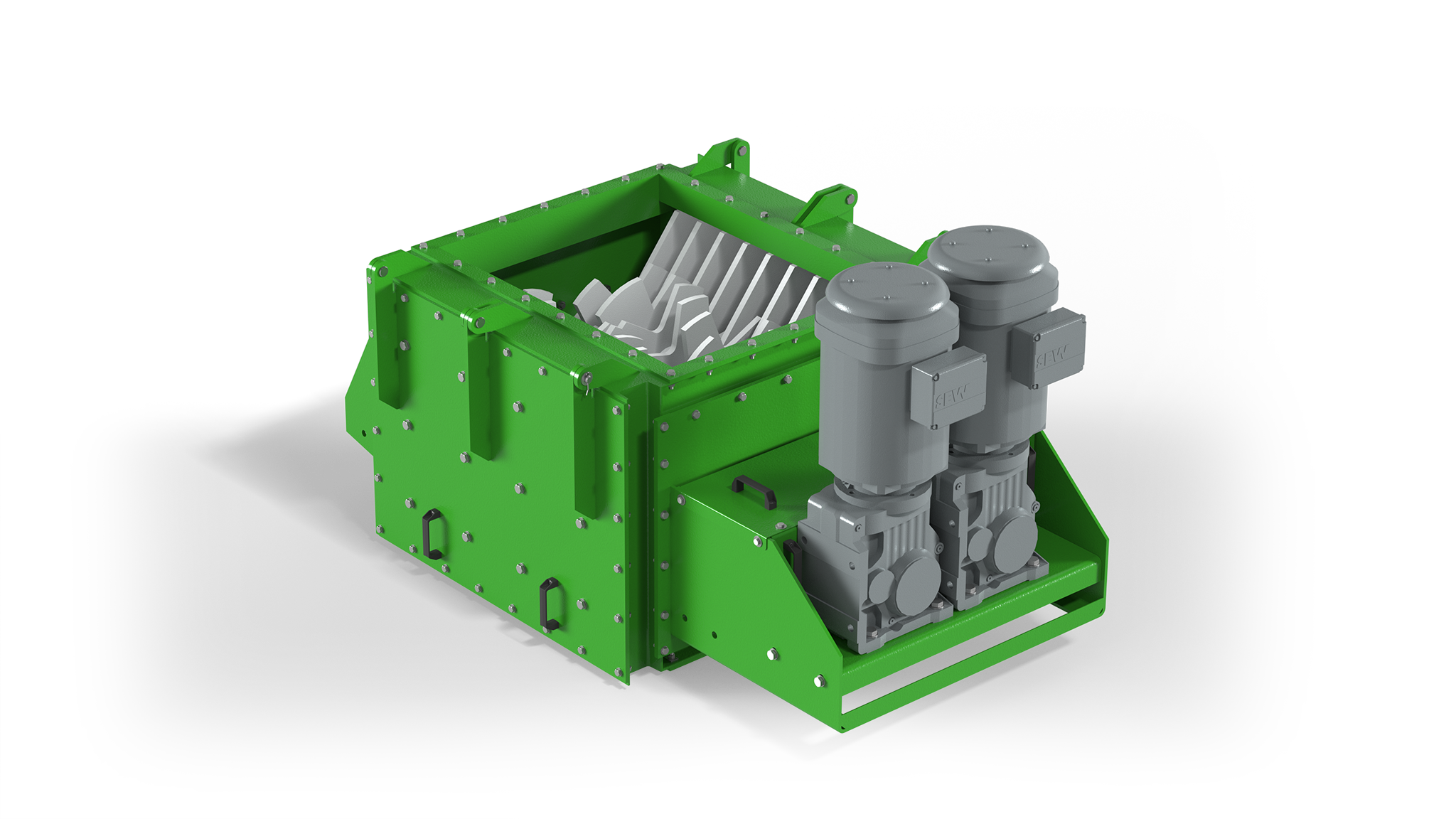
Shredding
With high-performance shredding technology, agglomerated, compacted or compressed bulk materials are reliably conditioned. The result: uniform material flow, precise dosing and stable processes. Robust systems designed for flexible integration and economical operation with low maintenance requirements.
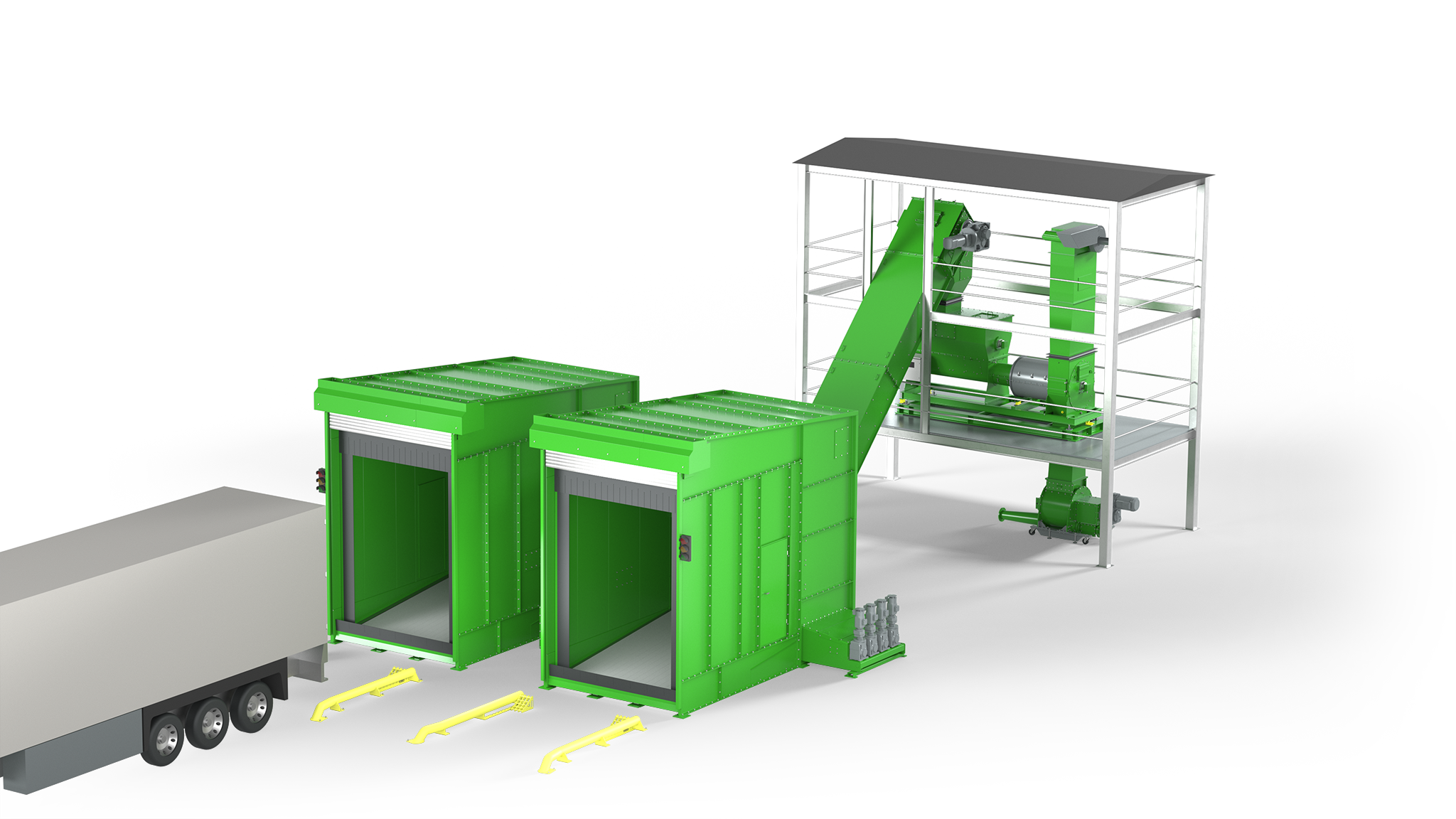
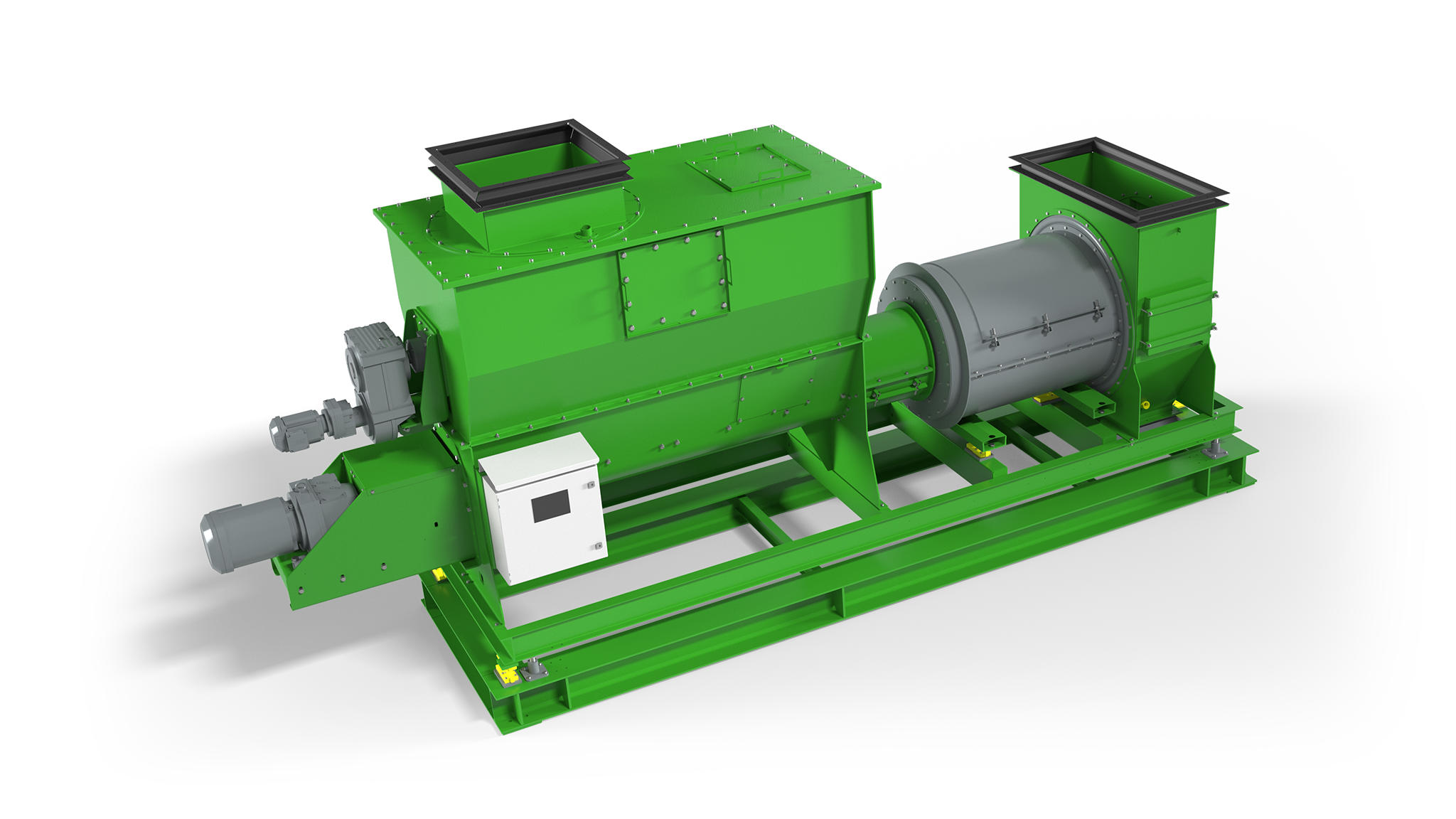
Tailored bulk material handling technology for the chemical industry
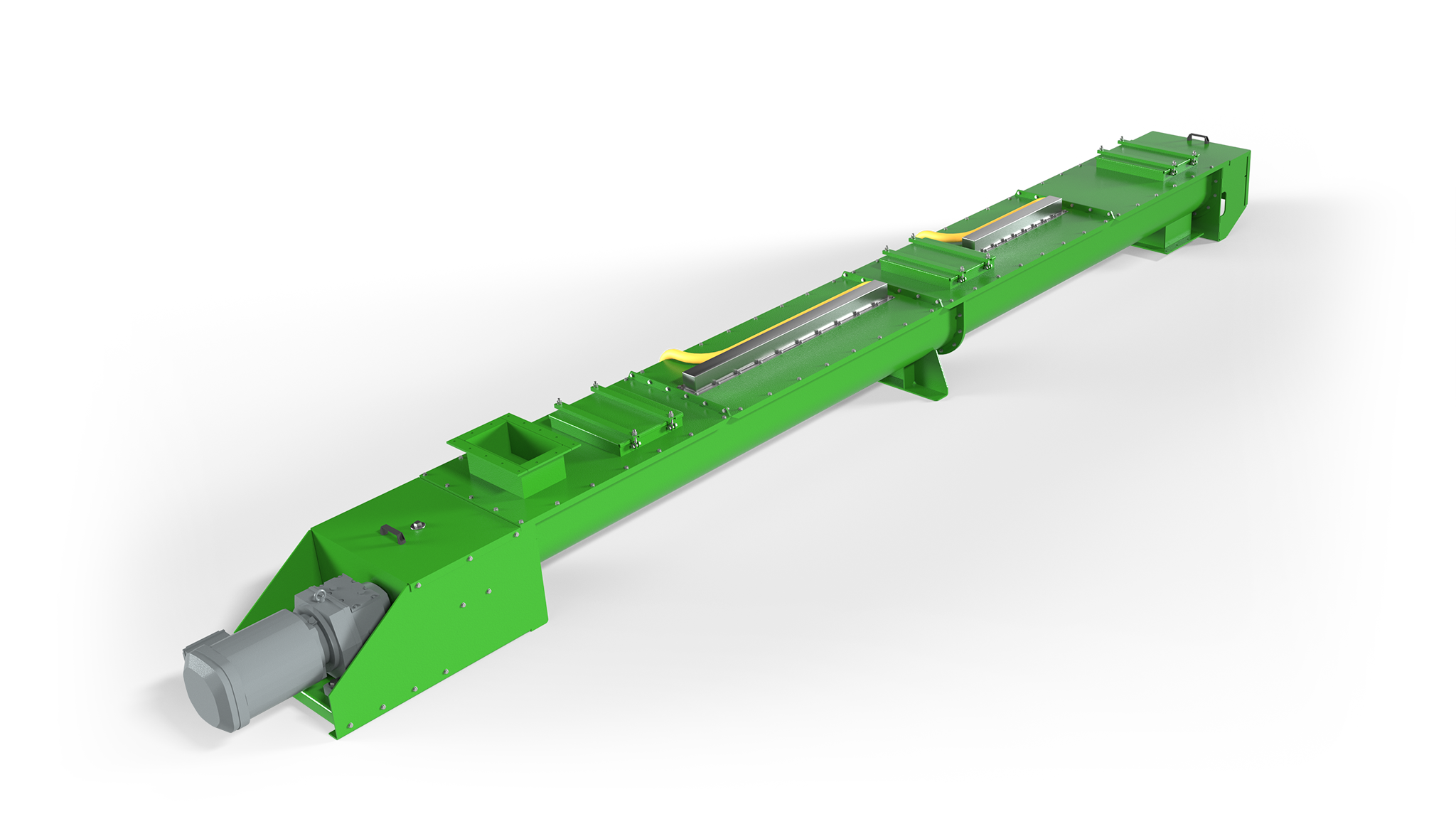
Our systems perform key functions along the process chain, from material reception and storage through to precise dosing into reactors, mixers or silos. Abrasive, moist or otherwise sensitive materials can also be handled safely.
Whether base chemicals, additives, fine raw materials or complex formulations, the equipment integrates into existing production environments. Our technologies are designed for compact installation, service-friendly maintenance and continuous operation with high process reliability.
Typical applications in asphalt and concrete production:
Material reception and storage of powders, granules and additives
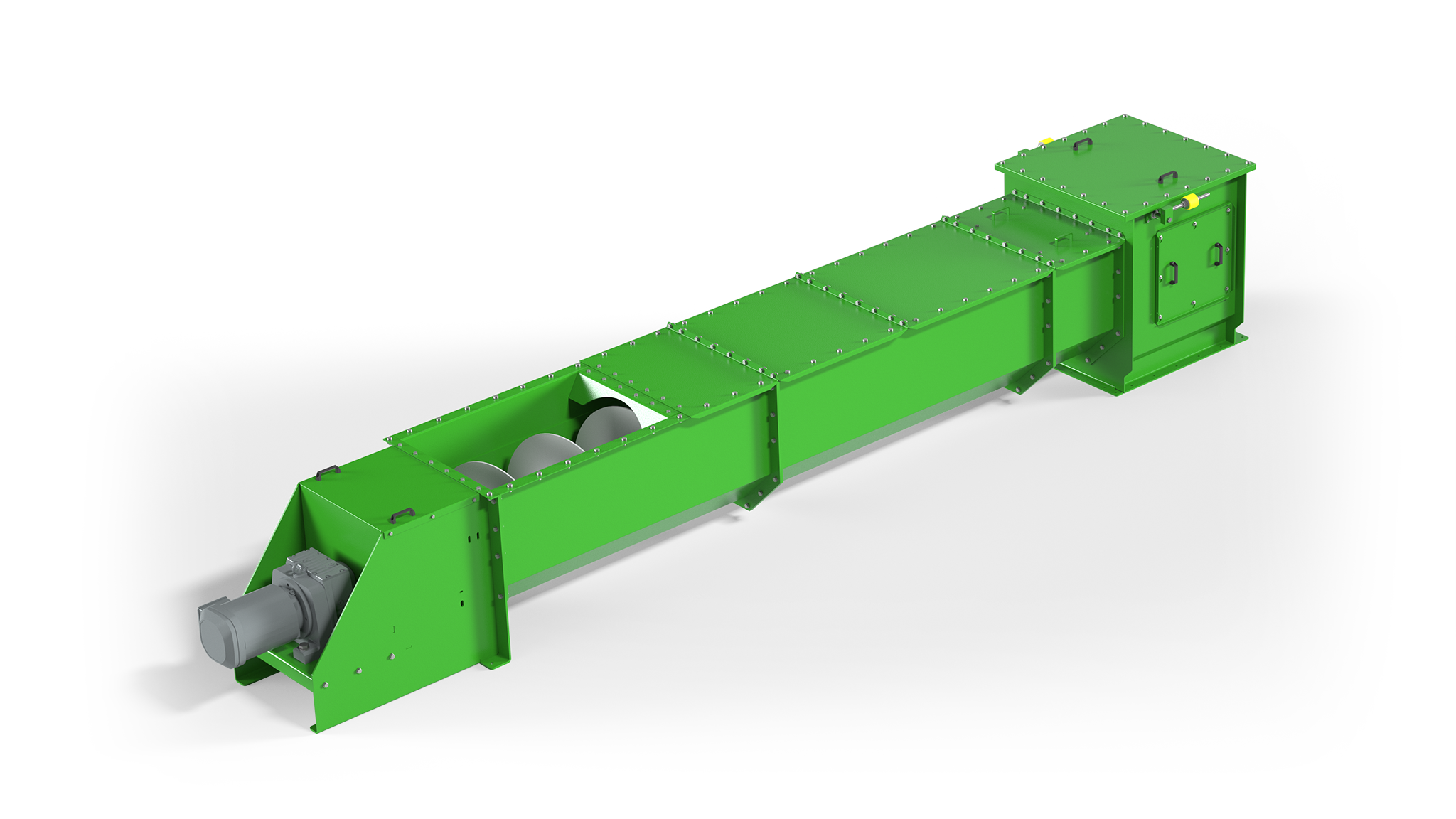
Pneumatic or mechanical conveying of sensitive materials
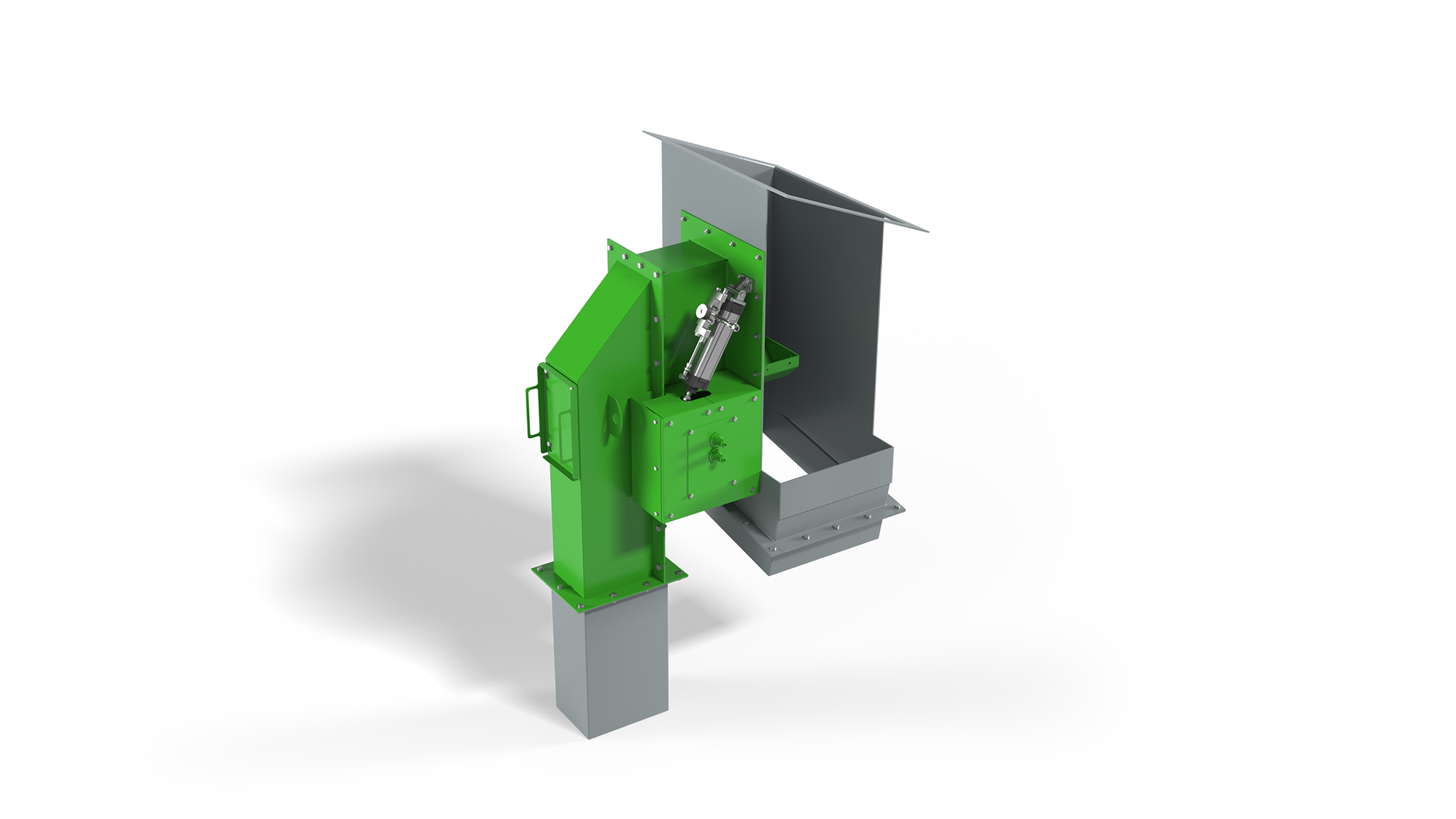
Dosing and weighing of aggressive or hygroscopic bulk materials
Low-dust discharge from bunkers, silos or storage bins
Feeding of aggregates and binders into mixers or downstream process stages
Integration into existing plants or complete new installations
Our equipment combines precise dosing with robust system design to support safe and efficient operation under demanding process conditions.




/ Available worldwide
Your personal contact
Do you have questions about our systems or are you planning a project? Contact our sales team for technical advice, detailed information and clear, engineered solutions. Globally connected, personally accessible – wherever you need us.
Discover more
Whether targeted solutions for individual process stages or turnkey complete plants, you will find the approach precisely aligned with your operational requirements. Discover complementary services, proven process technologies and areas of innovation.


Service & Support
Whether maintenance, spare parts or retrofit solutions, we support your bulk material handling equipment throughout its lifecycle and deliver solutions designed for long-term performance. With technical expertise, experience and direct accessibility, we ensure the reliable operation of your plants.

Research & development
Patented processes and practically tested innovations – developed in our test centre to improve efficiency, process reliability and sustainability. From initial trials to industrial application, solutions are created that prove their performance under real operating conditions.